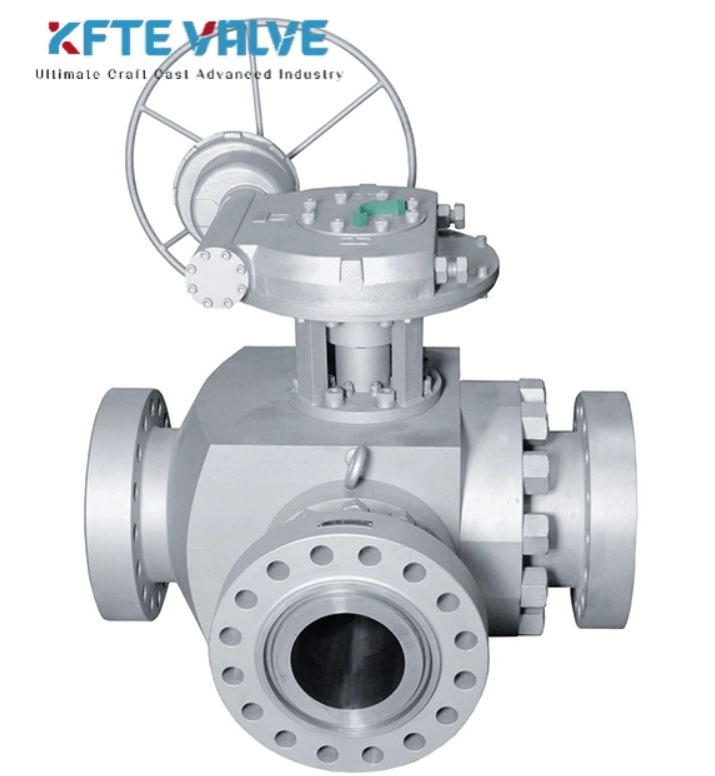
3 Way Ball Valve L-Port
https://www.kftevalves.com/products/3-way-ball-valve-l-port/
#port #valve
Three way ball valves can either have the L-pattern or the T-pattern. The three way ball valve emerges as a critical solution for directing flow across multiple pathways. Renowned for its adaptability, the three way valve is available in various materials to cater to diverse industry needs. For environments requiring corrosion resistance and lightweight construction, the 3 way PVC ball valve is a... more3 Way Ball Valve L-Port
https://www.kftevalves.com/products/3-way-ball-valve-l-port/
#port #valve
Three way ball valves can either have the L-pattern or the T-pattern. The three way ball valve emerges as a critical solution for directing flow across multiple pathways. Renowned for its adaptability, the three way valve is available in various materials to cater to diverse industry needs. For environments requiring corrosion resistance and lightweight construction, the 3 way PVC ball valve is an ideal choice, offering durability and ease of installation. Conversely, the 3 way SS ball valve, crafted from stainless steel, provides superior strength and resistance to high-pressure conditions, making it suitable for demanding industrial applications. Three way ball valves are instrumental in optimizing processes in sectors such as chemical manufacturing, water treatment, and oil and gas, where precise flow control is paramount.
Features & Technical Data for 3 Way Ball Valve L-Port
Features:
Positive alignment of body.
Blow-out proof stem for safety.
Sphericity tolerance of the ball is unsurpassed.
Multiple layers of adjustable PTFE chevron packing rings for standard model enable excellent fugitive emission control.
Positive position indication.
Locking device capable.
Heavy duty body construction.
Machined ISO 5211 top mounting flange.
Live load springs keep constant force on stem-seal packing, ensuring seal integrity and extended valve life.
Dual shaft bearings for high cycle life operation.
Higher Cv values and less cost for diverting which can be normally done with multiple installation of valves.
Machined firesafe lip for metal touch to ball in case of fire. It also eliminates possibility of seat deformation.
Lower operating torque, easing operation and reducing actuator cost.
Technical Data:
Full bore: DN 40 - 350 (NPS 1½ - 14)
Reduced bore: DN 125 - 350 (NPS 5 - 14)
Pressure rating: ASME Class 150, 300, 600 JIS 10K, 20K, 40K
Temperature: -29°C to 270°C (-20°F - 518°F) (Option: up to 500°C/932°F)
3 Way Ball Valve
https://www.kftevalves.com/products/3-way-ball-valve/
#valve #working
A 3-way plug valve is a type of valve used to control the flow of fluids (liquids or gases) in a piping system. It features three ports, which can be arranged in various configurations to allow for different flow paths.
Flow Path Of 3 Way Ball Valve
Basic Structure of a 3-Way Ball Valve
A 3-way ball valve has three ports (inlets/outlets) and a hollow, rotating ball with a bore (channel) that directs fl... more3 Way Ball Valve
https://www.kftevalves.com/products/3-way-ball-valve/
#valve #working
A 3-way plug valve is a type of valve used to control the flow of fluids (liquids or gases) in a piping system. It features three ports, which can be arranged in various configurations to allow for different flow paths.
Flow Path Of 3 Way Ball Valve
Basic Structure of a 3-Way Ball Valve
A 3-way ball valve has three ports (inlets/outlets) and a hollow, rotating ball with a bore (channel) that directs flow between the ports. The ball’s rotation angle determines the flow path.
Port Labels: Typically labeled Port A, Port B, and Port C.
Handle Positions: Flow paths change based on the handle’s rotation (e.g., 90° or 180°).
Key Flow Path Configurations
There are two main types of 3-way ball valves, defined by their bore design:
1. L-Port (L-Bore) Configuration
The ball has an L-shaped bore that connects two ports at a time.
Flow Patterns:
Mixing Flow: Combines two incoming streams into one outlet (e.g., Port A + Port B → Port C).
Diverting Flow: Directs one inlet stream to either of two outlets (e.g., Port A → Port B or Port A → Port C).
Handle Rotation:
90° rotation switches between diverting paths.
2. T-Port (T-Bore) Configuration
The ball has a T-shaped bore, allowing flow to split or merge across all three ports.
Flow Patterns:
Splitting Flow: Divides one inlet stream into two outlets (e.g., Port A → Port B + Port C).
Diverting Flow: Similar to L-Port but can connect all three ports in certain positions.
Handle Rotation:
180° rotation enables switching between splitting and diverting modes.
Selection Tips
1. Choose L-Port for mixing or diverting between two streams.
2. Choose T-Port for splitting flow or complex multi-port routing.
3. Verify pressure ratings and material compatibility (e.g., PTFE seats for chemicals).
Functions of a 3-Way Ball Valve
Core Functions of a 3-Way Ball Valve
A 3-way ball valve is designed to manage flow between three ports (inlets/outlets) by rotating its internal ball. Its key functions include:
1. Flow Diversion
Redirects fluid from one inlet to two outlets (or vice versa).
Example: Switching flow between two storage tanks or process lines.
Common in HVAC systems to alternate between heating and cooling circuits.
2. Flow Mixing
Combines two incoming streams into one outlet.
Example: Blending hot and cold water for temperature control.
3. Flow Shutoff
Blocks flow through specific ports in certain positions.
Example: Isolating a section of a pipeline for maintenance.
4. Bypass Control
Creates a bypass loop to reroute fluid around equipment (e.g., pumps, filters).
Example: Maintaining system pressure during filter servicing.
Advantages of 3-Way Ball Valves
1. Versatility: Handles mixing, diverting, and shutoff in a single valve.
2. Compact Design: Replaces multiple valves in complex systems.
3. Low Maintenance: Robust construction with minimal leakage risk.
Selection Guide
1. Choose L-Port for simple diverting/mixing (e.g., HVAC, blending).
2. Choose T-Port for splitting flow or multi-port bypass (e.g., chemical distribution).
3. Material: Match wetted parts (e.g., stainless steel, PTFE seals) to fluid compatibility.
4. Pressure Rating: Ensure it meets system requirements (e.g., ANSI 150 to 600).
Power Station
https://www.kftevalves.com/power-station.html
#power #station #valve
Introduction to the Power Station Industry
The power station industry is a cornerstone of modern infrastructure, responsible for generating electricity that fuels residential, commercial, and industrial activities. Power stations convert various primary energy sources into electrical power through diverse technologies, playing a pivotal role in global economic development and quality of life.
Types of Power ... morePower Station
https://www.kftevalves.com/power-station.html
#power #station #valve
Introduction to the Power Station Industry
The power station industry is a cornerstone of modern infrastructure, responsible for generating electricity that fuels residential, commercial, and industrial activities. Power stations convert various primary energy sources into electrical power through diverse technologies, playing a pivotal role in global economic development and quality of life.
Types of Power Stations
Power stations are categorized by their energy sources:
Fossil Fuels: Coal, oil, and natural gas plants dominate historically, using combustion to produce steam that drives turbines. Natural gas, with lower emissions, is increasingly replacing coal.
Nuclear: Utilizes fission reactions to generate heat, producing steam for turbines. Known for high output but controversial due to safety and waste concerns.
Renewables: Hydroelectric (water flow), wind (turbines), solar (photovoltaic cells), geothermal (earth’s heat), and biomass (organic matter). These are growing rapidly due to sustainability goals.
Types of Valves in Power Stations
In the power station industry, various types of valves are employed to ensure efficient, safe, and reliable operation across different systems. Here's an organized overview of key valve types and their applications:
1. Gate Valve
Function: On/Off isolation with minimal pressure drop.
Applications: Main steam lines, feedwater systems, and high-pressure/temperature environments.
Features: Robust design for full open/close operation; not suitable for throttling.
2. Globe Valve
Function: Precise flow throttling and regulation.
Applications: Feedwater control, cooling systems, and steam bypass lines.
Variants: Angle and Y-pattern globe valves for specific spatial or flow requirements.
3. Ball Valve
Function: Quick shut-off with tight sealing.
Applications: Fuel lines (natural gas, oil), auxiliary systems, and chemical dosing.
Features: Low maintenance, suitable for high-pressure applications.
4. Butterfly Valve
Function: Flow regulation or isolation in large-diameter pipes.
Applications: Cooling water systems, condenser circuits, and hydroelectric penstocks.
Features: Compact, cost-effective, and efficient for low-pressure loss.
5. Check Valve (Non-Return Valve)
Function: Prevent backflow.
Applications: Feedwater pump discharge, turbine extraction lines.
Types: Swing, lift, or dual-plate designs depending on flow dynamics.
6. Knife Gate Valve
Function: Cut through viscous fluids.
Applications: Fuel oil, ash slurry, and thick sludge.
Features: Sharp-edged gate for sealing in heavy fluids.
7. Plug Valve
Function: On/Off or divert flow.
Applications: Fuel systems, alternative to ball valves.
Features: Cylindrical plug design; suitable for frequent operation.
Pipeline Transport
https://www.kftevalves.com/pipeline-transport.html
#valves #for #pipelines
Introduction to the Pipeline Transport Industry
The pipeline transport industry is a critical infrastructure sector that facilitates the efficient movement of liquids, gases, and slurries over long distances. Primarily used for hydrocarbons like crude oil and natural gas, pipelines also transport refined products (e.g., gasoline), chemicals, water, and emerging commodities such as hydrogen and carb... morePipeline Transport
https://www.kftevalves.com/pipeline-transport.html
#valves #for #pipelines
Introduction to the Pipeline Transport Industry
The pipeline transport industry is a critical infrastructure sector that facilitates the efficient movement of liquids, gases, and slurries over long distances. Primarily used for hydrocarbons like crude oil and natural gas, pipelines also transport refined products (e.g., gasoline), chemicals, water, and emerging commodities such as hydrogen and carbon dioxide. This system offers a continuous, low-cost, and safer alternative to rail or road transport, especially for large volumes.
Infrastructure Components
Pipes: Constructed from steel, plastic, or composite materials, designed to withstand pressure and corrosion.
Pumping/Compressor Stations: Maintain flow and pressure in liquid and gas pipelines, respectively.
Storage Facilities: Tanks and terminals for temporary holding.
Control Systems: SCADA (Supervisory Control and Data Acquisition) and smart sensors monitor flow, pressure, and leaks.
Valves and Safety Devices: Enable flow control and emergency shutdowns.
The Types of Valves Used in the Pipeline Transport Industry
The valve types used in the pipeline transport industry are critical for controlling flow, pressure, and safety in liquid, gas, and slurry transportation systems. Below is a detailed overview of common valve types, their applications, and key considerations, synthesized from industry knowledge.
1. Gate Valves
Function: Designed for full open/close operations to allow or block flow. They are not suited for throttling.
Applications: Widely used in long-distance oil and gas transmission pipelines for isolation during maintenance or emergencies.
Material: Often made of carbon steel or stainless steel.
2. Ball Valves
Function: Provide tight sealing with a rotating ball mechanism. Ideal for high-pressure systems.
Applications: Common in natural gas pipelines and refined product transport due to their reliability and low leakage risk.
3. Check Valves (Non-Return Valves)
Function: Prevent backflow by allowing unidirectional flow.
Applications: Used in pump stations and compressor facilities to protect equipment from reverse flow damage.
Variants: Swing check valves and lift check valves.
4. Butterfly Valves
Function: Use a rotating disc to regulate flow. Lightweight and cost-effective for large-diameter pipelines.
Applications: Water transport, slurry pipelines, and low-pressure gas systems.
Material: Available in cast iron, stainless steel, or lined with polymers for corrosion resistance.
5. Globe Valves
Function: Adjust flow rates via a movable plug and stationary ring seat. Suitable for throttling.
Applications: Refineries and chemical plants for precise flow control.
Design: Often paired with actuators for automated systems, such as pneumatic conveying solutions.
6. Pressure Relief Valves
Function: Automatically release excess pressure to prevent pipeline bursts.
Applications: Critical in high-pressure gas and oil pipelines.
7. Plug Valves
Function: Similar to ball valves but with a cylindrical or conical plug. Used for on/off and diverting flow.
Applications: Slurry transport and corrosive fluid handling.
Mining Industry
https://www.kftevalves.com/mining-industry.html
#coal #valve
Introduction to the Mining Industry
The mining industry is a global sector focused on extracting valuable geological materials from the Earth, including metals (e.g., gold, copper), industrial minerals (e.g., limestone, phosphate), and energy minerals (e.g., coal, uranium). It excludes petroleum, which falls under the oil and gas sector. Mining provides essential raw materials for construction, manufacturing, techn... moreMining Industry
https://www.kftevalves.com/mining-industry.html
#coal #valve
Introduction to the Mining Industry
The mining industry is a global sector focused on extracting valuable geological materials from the Earth, including metals (e.g., gold, copper), industrial minerals (e.g., limestone, phosphate), and energy minerals (e.g., coal, uranium). It excludes petroleum, which falls under the oil and gas sector. Mining provides essential raw materials for construction, manufacturing, technology, and energy production, forming the backbone of modern infrastructure and innovation.
Types of Mining
1. Surface Mining: Includes open-pit and strip mining, used for near-surface deposits.
2. Underground Mining: Accesses deeper resources via tunnels, common for coal and metals.
3. Placer Mining: Extracts minerals from sediment, often used for gold.
4.In-Situ Mining: Dissolves minerals in place, typically for uranium.
Valve Types in Mining Industry
1. Knife Gate Valves
Function: Designed to handle viscous fluids, slurries, and solids-laden media. Their sharp-edged gate cuts through thick or abrasive materials.
Features: Compact design for high-pressure and high-wear environments.
Applications: Slurry pipelines, wastewater systems, and heavy ore processing.
2. Slurry Valves
Function: Specialized for abrasive slurries, offering anti-scaling and anti-blocking properties.
Features: Spherical sealing surfaces for reliable line-contact sealing. Separable valve seat and body for easy maintenance.
Applications: Alumina processing, metallurgy, and mining slurry systems.
3. Ball Valves (Metal-Sealed)
Function: Tight shut-off in high-pressure or corrosive environments.
Features: Fire-safe designs (e.g., API 607/6FA certifications). Full-bore options for minimal flow restriction.
Applications: Gas lines, chemical dosing, and high-pressure ore transport.
4. Diaphragm Valves
Function: Isolate fluids from valve components to prevent contamination.
Features: PTFE or rubber diaphragms for chemical resistance. Maintenance-free operation in corrosive or hygienic processes.
Applications: Acid handling, polymer transport, and tailings management.
5. Pinch Valves
Function: Ideal for powders, granules, or highly abrasive media.
Features: Rubber sleeves that pinch to control flow, isolating mechanical parts from the fluid. Used in pneumatic conveying and chemical dosing systems.
6. Check Valves
Function: Prevent backflow in pipelines.
Types: Swing, lift, or dual-plate designs for slurry or high-pressure systems.
Applications: Pump discharge lines and reactor outlets.
LNG
https://www.kftevalves.com/lng.html
#lng #valve
Introduction to the Liquefied Natural Gas (LNG) Industry
The liquefied natural gas (LNG) industry plays a pivotal role in the global energy landscape, bridging the gap between energy-rich regions and markets striving for sustainable growth. LNG is natural gas, primarily methane, cooled to -162°C, transforming it into a liquid state that reduces its volume by 600 times, enabling efficient long-distance transport via specialized carriers. Th... moreLNG
https://www.kftevalves.com/lng.html
#lng #valve
Introduction to the Liquefied Natural Gas (LNG) Industry
The liquefied natural gas (LNG) industry plays a pivotal role in the global energy landscape, bridging the gap between energy-rich regions and markets striving for sustainable growth. LNG is natural gas, primarily methane, cooled to -162°C, transforming it into a liquid state that reduces its volume by 600 times, enabling efficient long-distance transport via specialized carriers. This process, known as liquefaction, has revolutionized energy access, allowing countries without domestic reserves to secure reliable supplies, thus enhancing global energy security and diversification.
The Liquefied Natural Gas (LNG) Industry
Valve Types Used in the Liquefied Natural Gas (LNG) Industry
The LNG industry relies on specialized valves designed to handle extreme cryogenic temperatures (-162°C/-260°F), high pressures, and stringent safety requirements. Valves must ensure leak-tight performance, durability, and compliance with international standards. Below are the key valve types used in LNG applications:
1. Cryogenic Ball Valves
Function: Isolation and flow control.
Design: Full-bore design to minimize pressure drop; extended bonnet/stem to keep seals away from cryogenic temperatures.
Materials: Stainless steel (e.g., 316L), nickel alloys (e.g., Inconel), or duplex stainless steel for low-temperature toughness.
Applications: LNG storage tanks. Loading/unloading arms for LNG carriers. Pipeline isolation.
2. Cryogenic Gate Valves
Function: On/off isolation in high-pressure systems.
Design: Wedge or slab gate design; bellows seals to prevent fugitive emissions.
Materials: Stainless steel or low-temperature carbon steel.
Applications: LNG liquefaction plants. High-pressure gas pipelines.
3. Cryogenic Globe Valves
Function: Precise flow regulation and throttling.
Design: Plug or needle-type disc; extended stem for thermal insulation.
Materials: Stainless steel with graphite or PTFE packing.
Applications: LNG vaporization systems. Process control in liquefaction units.
4. Check Valves (Non-Return Valves)
Function: Prevent backflow in pipelines.
Design: Dual-plate, swing, or lift-check configurations; cryogenic-rated springs.
Materials: Stainless steel or nickel alloys.
Applications: LNG pump discharge lines. Compressor systems.
5. Cryogenic Butterfly Valves
Function: Isolation and throttling in large-diameter pipelines.
Design: Triple-offset metal-seated design for zero leakage; fire-safe certification.
Materials: Stainless steel body with PTFE or graphite seals.
Applications: LNG tanker cargo systems. Regasification terminals.
6. Safety Relief Valves
Function: Overpressure protection.
Design: Spring-loaded or pilot-operated; calibrated for LNG’s low-temperature vaporization.
Materials: Stainless steel with cryogenic-compatible elastomers.
Applications: LNG storage tanks. Liquefaction and regasification units.
7. Control Valves
Function: Automated flow, pressure, or temperature regulation.
Design: Pneumatic or electric actuators; positioners for precision.
Materials: Stainless steel with cryogenic-grade trim.
Applications: LNG processing plants. Boil-off gas (BOG) management systems.
Refining & Petrochemical
https://www.kftevalves.com/refining-petrochemical.html
#refinery #valve
Introduction to the Refining & Petrochemical Industry
The Refining & Petrochemical Industry is a cornerstone of the global economy, transforming crude oil and natural gas into essential fuels, chemicals, and materials that underpin modern life. This sector comprises two interconnected yet distinct domains:
Refining:
Purpose: Refineries process crude oil through techniques like distillation, ca... moreRefining & Petrochemical
https://www.kftevalves.com/refining-petrochemical.html
#refinery #valve
Introduction to the Refining & Petrochemical Industry
The Refining & Petrochemical Industry is a cornerstone of the global economy, transforming crude oil and natural gas into essential fuels, chemicals, and materials that underpin modern life. This sector comprises two interconnected yet distinct domains:
Refining:
Purpose: Refineries process crude oil through techniques like distillation, catalytic cracking, and reforming to separate and convert hydrocarbons into usable products.
Key Products: Transportation fuels (gasoline, diesel, jet fuel), heating oil, lubricants, asphalt, and feedstocks for petrochemicals.
Processes: Primary distillation separates crude into fractions, while secondary processes (e.g., hydrocracking) enhance yield and quality.
Petrochemicals:
Purpose: Petrochemical plants convert refining byproducts (naphtha, ethane, propane) or natural gas liquids into base chemicals via steam cracking or catalytic reforming.
Key Products: Building blocks like ethylene, propylene, benzene, and xylene, which are used to manufacture plastics, synthetic rubber, fertilizers, pharmaceuticals, and textiles.
Types of valves used in Refining and Petrochemical Industry
In the refining and petrochemical industry, valves are critical for controlling fluid flow under harsh conditions, including high temperatures, pressures, and corrosive environments. Below is an organized overview of the key valve types used, their functions, and typical applications:
1. Gate Valves
Function: On/off control with minimal pressure drop. Not suitable for throttling.
Design: Linear motion with a rising stem and wedge-shaped gate.
Applications: Isolation in pipelines, steam systems, and crude oil handling.
2. Globe Valves
Function: Precise flow regulation and throttling.
Design: Spherical body with a disc moving perpendicular to flow.
Applications: Cooling systems, feed lines, and frequent adjustment points.
3. Ball Valves
Function: Quick shut-off with tight sealing.
Design: Rotating ball with a bore; fire-safe options available.
Applications: High-pressure gas lines, LNG, and corrosive fluids.
4. Check Valves
Function: Prevent backflow (unidirectional flow).
Types: Swing, lift, or dual-plate designs.
Applications: Pump/compressor discharge, reactor outlets.
5. Butterfly Valves
Function: Flow control in large pipes with compact design.
Design: Rotating disc; triple-offset for high-performance.
Applications: Cooling water, bulk hydrocarbon transfer, low-pressure systems.
6. Plug Valves
Function: On/off or diverting flow in abrasive services.
Design: Cylindrical or tapered plug; lubricated or non-lubricated.
Applications: Slurries, coker units, frequent operation points.
7. Knife Gate Valves
Function: Cut through viscous/solid-laden fluids.
Design: Sharp-edged gate for slurry handling.
Applications: Wastewater, heavy oil, and slurry lines.
Chemical Processing
https://www.kftevalves.com/chemical-processing/
#chemical #valve
Which valves are suitable for chemical processing solutions?
1. Ball Valves: Known for their durability and tight sealing, ball valves are suitable for handling a variety of chemicals. They offer quick shut-off and are available in materials like stainless steel, Haste alloy, and PTFE (Teflon) which are resistant to corrosion.
2. Butterfly Valves: These are used for their lightweight, cost-effectiveness, a... moreChemical Processing
https://www.kftevalves.com/chemical-processing/
#chemical #valve
Which valves are suitable for chemical processing solutions?
1. Ball Valves: Known for their durability and tight sealing, ball valves are suitable for handling a variety of chemicals. They offer quick shut-off and are available in materials like stainless steel, Haste alloy, and PTFE (Teflon) which are resistant to corrosion.
2. Butterfly Valves: These are used for their lightweight, cost-effectiveness, and ability to handle large volumes of fluid. They are available in materials like PVC, CPVC, and various metals that can withstand corrosive chemicals.
3. Globe Valves: Known for their precise flow control, globe valves are suitable for applications where throttling is required. They can be made from materials like stainless steel and other alloys that resist chemical corrosion.
4. Check Valves: These are used to prevent backflow and are available in materials that can withstand corrosive chemicals. Types include swing check, ball check, and lift check valves.
5. Gate Valves: Suitable for on/off control, gate valves are available in materials like stainless steel and other corrosion-resistant alloys. They are not typically used for throttling purposes.
6.Plug Valves: These valves offer a simple design and are suitable for handling corrosive chemicals. They provide a tight seal and are available in materials like stainless steel and PTFE.
Advantages Of Globe Valves For Chemical Processing Solutions
Precise Flow Control: Globe valves offer excellent throttling capabilities, allowing for precise control over the flow rate. This is particularly important in chemical processing where accurate dosing and flow regulation are critical.
Good Shutoff Capability: These valves provide a tight seal when closed, minimizing the risk of leaks.
Versatility: Globe valves can handle a wide range of pressures and temperatures, making them suitable for various chemical processes. They can be used for both high-pressure and low-pressure applications.
Durability: Made from robust materials such as stainless steel, globe valves are resistant to corrosion and wear, which is crucial when dealing with aggressive chemicals.
Compatibility with Automation: Globe valves can be easily automated using actuators, allowing for integration into modern control systems for improved process efficiency and control.
Wide Range of Sizes: Available in various sizes, globe valves can be used in different parts of a chemical processing plant, from small-scale laboratory setups to large industrial systems.
Advantages Of Check Valves For Chemical Processing Solutions
Safety: Check valves prevent the reverse flow of chemicals, which can be hazardous and lead to contamination, equipment damage, or dangerous reactions.
System Integrity: By ensuring unidirectional flow, check valves help maintain the integrity of the chemical process and prevent cross-contamination between different process streams.
Protection of Equipment: Check valves protect pumps and compressors from damage caused by backflow, which can lead to costly repairs and downtime.
Material Compatibility: Check valves are available in a variety of materials (e.g., stainless steel, PVC, PTFE) to handle different types of chemicals, including corrosive and abrasive substances.
Design Options: Various designs (e.g., swing check, ball check, lift check) are available to suit different flow conditions and installation requirements.
Maintaining Pressure: Check valves help maintain pressure in the system by preventing backflow, which is crucial for processes that require a consistent pressure level.
Pressure Relief: In some configurations, check valves can act as pressure relief devices, protecting the system from overpressure conditions.
Advantages Of Gate Valves For Chemical Processing Solutions
Full Bore Design: Gate valves provide a full bore, meaning the internal diameter of the valve is equal to the internal diameter of the pipe. This minimizes pressure drop and allows for smooth, unobstructed flow.
Tight Sealing: The gate valve provides a tight seal, which is essential in preventing leaks of potentially hazardous chemicals.
Durability and Longevity: Gate valves are robust and can handle high pressures and temperatures, making them suitable for the demanding conditions often found in chemical processing.
Versatility: They can be used with a wide range of fluids, including corrosive chemicals, slurries, and viscous fluids, depending on the materials of construction.
Material Options: Gate valves are available in a variety of materials, including stainless steel, carbon steel, and various alloys, which can be selected based on the specific chemical compatibility requirements of the process.
Introduction to the Chemical Processing Industry (CPI)
The Chemical Processing Industry (CPI) encompasses sectors that transform raw materials into valuable products through chemical, physical, or biological processes. It is integral to modern life, producing essentials from fuels and plastics to pharmaceuticals and food additives.
Key Sectors in Chemical Processing Industry
Petrochemicals: Converts oil/gas into plastics, fertilizers, and synthetic materials (e.g., ethylene for plastics).
Pharmaceuticals: Synthesizes drugs via organic chemistry and biotechnology (e.g., insulin production).
Agrochemicals: Produces pesticides, herbicides, and fertilizers (e.g., ammonia-based fertilizers).
Food Processing: Involves additives, preservatives, and flavorings (e.g., citric acid in beverages).
Specialty Chemicals: Creates adhesives, coatings, and catalysts (e.g., paint resins).
Polymers: Manufactures plastics, rubbers, and composites (e.g., polyethylene for packaging).
Valve Types Used in Chemical Processing Industry (CPI)
Valves are critical components in the Chemical Processing Industry (CPI), enabling precise control of fluid flow, pressure regulation, isolation, and safety in processes involving aggressive chemicals, high temperatures, and extreme pressures.
1. Gate Valves
Function: On/off control for liquids and gases; minimal pressure drop when fully open.
Design: A sliding gate (wedge) that lifts to allow flow.
Applications: Bulk fluid isolation (e.g., water, oil, or non-abrasive chemicals). Not ideal for throttling or slurries.
Materials: Stainless steel, cast iron, or exotic alloys (e.g., Hastelloy for corrosive fluids).
2. Globe Valves
Function: Precise flow regulation and throttling.
Design: A movable plug/disc that seats against a ring.
Applications: Process control in pipelines (e.g., adjusting flow rates of acids, steam). High-pressure systems (e.g., boiler feedwater).
Materials: Stainless steel, PTFE-lined for chemical resistance.
3. Ball Valves
Function: Quick shut-off with a 90° turn; low leakage risk.
Design: A rotating ball with a bore for flow.
Applications: Handling corrosive fluids (e.g., chlorine, acids). High-purity systems (e.g., pharmaceuticals, food-grade processes).
Variants: Full-bore (minimal pressure drop) or reduced-bore.
4. Butterfly Valves
Function: On/off or throttling in large pipelines.
Design: A rotating disc perpendicular to flow.
Applications: Low-pressure slurries or wastewater. HVAC systems and bulk chemical transfer.
Materials: Rubber-lined, PTFE, or metal-seated for high temperatures (e.g., triple-offset butterfly valves).
5. Check Valves
Function: Prevent backflow (unidirectional flow).
Design: Swing, lift, or spring-loaded discs.
Applications: Pump discharge lines (e.g., preventing reverse flow).
High-pressure systems (e.g., steam lines).
6. Plug Valves
Function: On/off control for slurries or viscous fluids.
Design: A cylindrical or conical plug with a port.
Applications: Handling cements, wastewater, or abrasive media.
Lubricated or non-lubricated designs for sticky fluids.
Advantages of Ball Valves For Chemical Processing Solutions
Excellent Sealing Capabilities: Ball valves provide a tight seal, which is crucial for preventing leaks of potentially hazardous chemicals.
Durability and Longevity: Made from robust materials such as stainless steel, brass, or specialized alloys, ball valves are highly durable and resistant to corrosion, which is essential when dealing with aggressive chemicals.
Versatility: Ball valves are available in a wide range of sizes and materials, making them suitable for various chemical processing applications. They can handle different types of fluids, including gases, liquids, and slurries.
High Pressure and Temperature Tolerance: Ball valves can withstand high pressures and temperatures, making them suitable for demanding chemical processing environments.
Full Bore Design: Many ball valves feature a full bore design, meaning the internal diameter of the valve is the same as the pipeline. This design minimizes turbulence and pressure loss, which is beneficial for processes requiring smooth flow.
Advantages of Butterfly Valves For Chemical Processing Solutions
Compact Design: Butterfly valves have a compact and lightweight design, which makes them easy to install and requires less space compared to other types of valves like gate or globe valves.
Quick Operation: Butterfly valves can be opened or closed quickly, usually with a 90-degree turn of the handle or actuator. This rapid operation is beneficial in emergency situations where quick shut-off is required.
Versatility: They can handle a wide range of fluids, including corrosive chemicals, slurries, and gases. The materials used for the valve body and disc can be selected to suit specific chemical compatibilities.
Tight Sealing: Modern butterfly valves are designed to provide a tight seal, which is essential in preventing leaks of hazardous chemicals. High-performance butterfly valves can achieve bubble-tight shutoff.
Flow Regulation: Besides on/off control, butterfly valves can also be used for throttling or regulating flow. This makes them versatile for various applications within chemical processing.
Automation Compatibility: Butterfly valves can be easily automated with electric, pneumatic, or hydraulic actuators, allowing for remote control and integration into automated process control systems.
Advantages of Plug Valves For Chemical Processing Solutions
Tight Sealing: Plug valves provide a tight seal, which is essential for preventing leaks of potentially hazardous chemicals. The sealing surfaces are often made from materials that are resistant to chemical corrosion, ensuring long-term reliability.
Versatility: They are suitable for a wide range of applications, including handling corrosive and abrasive fluids. Different types of plug valves (e.g., lubricated, non-lubricated, eccentric, and expanding) can be selected based on specific process requirements.
Compact Size: Plug valves are generally more compact than other types of valves, such as gate or globe valves. This makes them ideal for installations where space is limited.
Durability: The robust construction of plug valves makes them suitable for high-pressure and high-temperature applications, which are common in chemical processing.
Material Compatibility: Plug valves can be constructed from a variety of materials, including stainless steel, Hastelloy, and other alloys, to ensure compatibility with different chemical media and to resist corrosion.
Multi-Port Options: Plug valves are available in multi-port configurations, allowing for the control of multiple flow paths with a single valve. This can simplify piping systems and reduce the number of valves needed.